配管機械工具で、お客さま、社員、社会としっかりつながっている会社! レッキス工業
 今日の見学は工場の街、東大阪市です。
今日の見学は工場の街、東大阪市です。
こちらのレッキス工業はねじ切り機などの配管用機械や工具を作っているメーカー。
ねじ切り機は別名、パイプマシンともいって、建設工事の現場で、水道やガスなどの配管に使用する鋼管を接合するためのねじ加工をする電動マシンです。レッキス工業はパイプマシンの国内シェアはトップ。配管用機械という分野で、建築現場やライフラインを地上からも地下からも支えています。
 こんなところに工場があるのかなと思う住宅地の中に、レッキス工業はあります。
こんなところに工場があるのかなと思う住宅地の中に、レッキス工業はあります。
今年で創業90年になりますが、この東大阪の地に移ってきたのは1935年(昭和10年)、80年ほど前になります。もともとこの辺りは工場が集まっていた地域でしたが、周りの工場が撤退・移転した跡に住宅が立ち並び、今ではご近所のみなさんとも仲良くやっている工場です。
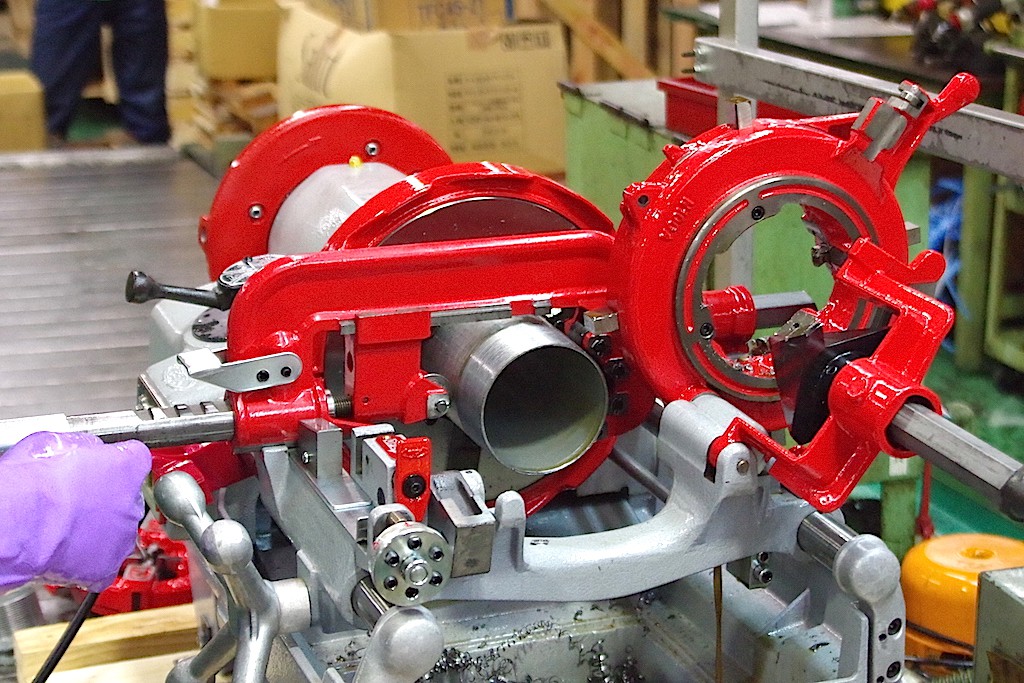
 こういった建築現場でパイプを接合するときに、
こういった建築現場でパイプを接合するときに、
 パイプを切ったり、ねじ加工を施して、配管部品の継ぎ手と接合できるようになります。
パイプを切ったり、ねじ加工を施して、配管部品の継ぎ手と接合できるようになります。
 展示室があるので、工場見学の前にパイプマシンについて勉強させてもらいます。
展示室があるので、工場見学の前にパイプマシンについて勉強させてもらいます。
 込められた創業者の闘魂!ボール盤
込められた創業者の闘魂!ボール盤
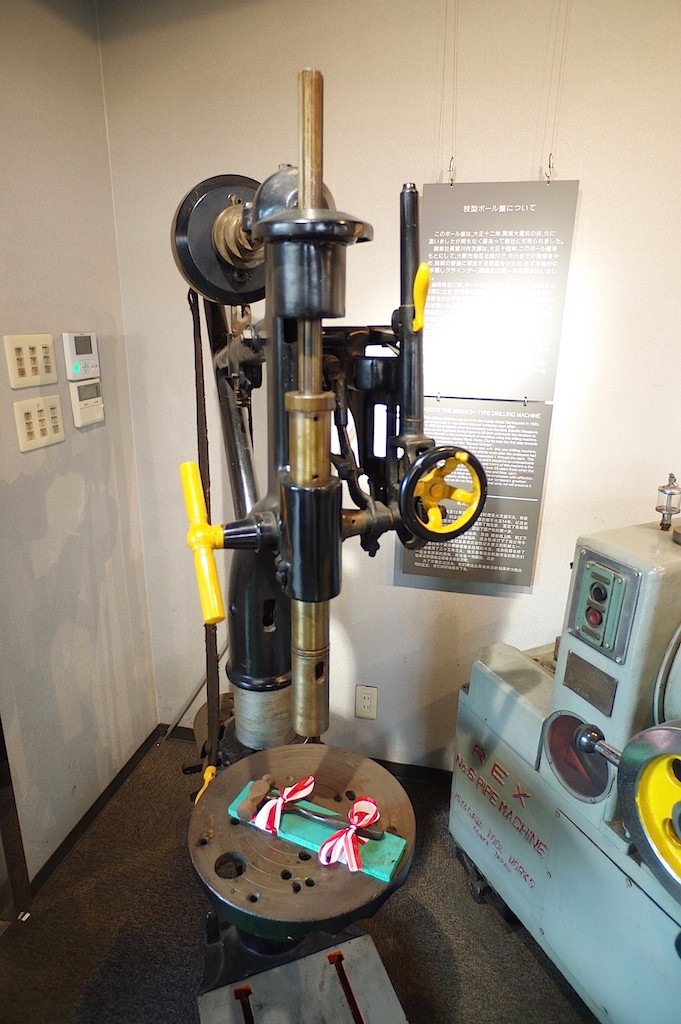
1924年(大正12年)、関東大震災のときに火災に遭ったものをレッキス工業の前身「宮川工具研究所」が購入し、創業者の宮川作次郎さんがこのボール盤をもとに国産の手回しグラインダーを開発。
社長である作次郎さん自らがハンドルを握り、昼夜このボール盤で作業していました。
当時の工具は海外からの輸入品が中心。海外製のものを分解し日々研究。自分で作った製品でも粗探しを徹底的に行い改良に次ぐ改良を重ねました。いい製品を出して少しでも世の中のためになるようなことをしよう、というマインドは創業の頃からでした。
 大正末から昭和9年頃まで生産されていた手回しグラインダー。刃物研ぎやバリ取り、石の切断に使われる機械です。月産300〜400台を生産していました。
大正末から昭和9年頃まで生産されていた手回しグラインダー。刃物研ぎやバリ取り、石の切断に使われる機械です。月産300〜400台を生産していました。
 創業者の作次郎さんが使ったハンマーがあります。
創業者の作次郎さんが使ったハンマーがあります。
握り手の部分が握った指の形にすり減っています。電動になる前はこうやって手で作っていたんですね。けど、握った形になってるってスゴイ。
 創業者の宮川作次郎さんがレッキス工業の前身である宮川工具研究所を創立し、輸入工具の国産化に着手したのは1925年(大正14年)。宮川工具研究所はその名の通り研究を重ね、次々に工具の国産化を進め、1929年(昭和4年)に日本ではじめて「オスタ型パイプねじ切り器」を国産化し成功させることができました。
創業者の宮川作次郎さんがレッキス工業の前身である宮川工具研究所を創立し、輸入工具の国産化に着手したのは1925年(大正14年)。宮川工具研究所はその名の通り研究を重ね、次々に工具の国産化を進め、1929年(昭和4年)に日本ではじめて「オスタ型パイプねじ切り器」を国産化し成功させることができました。
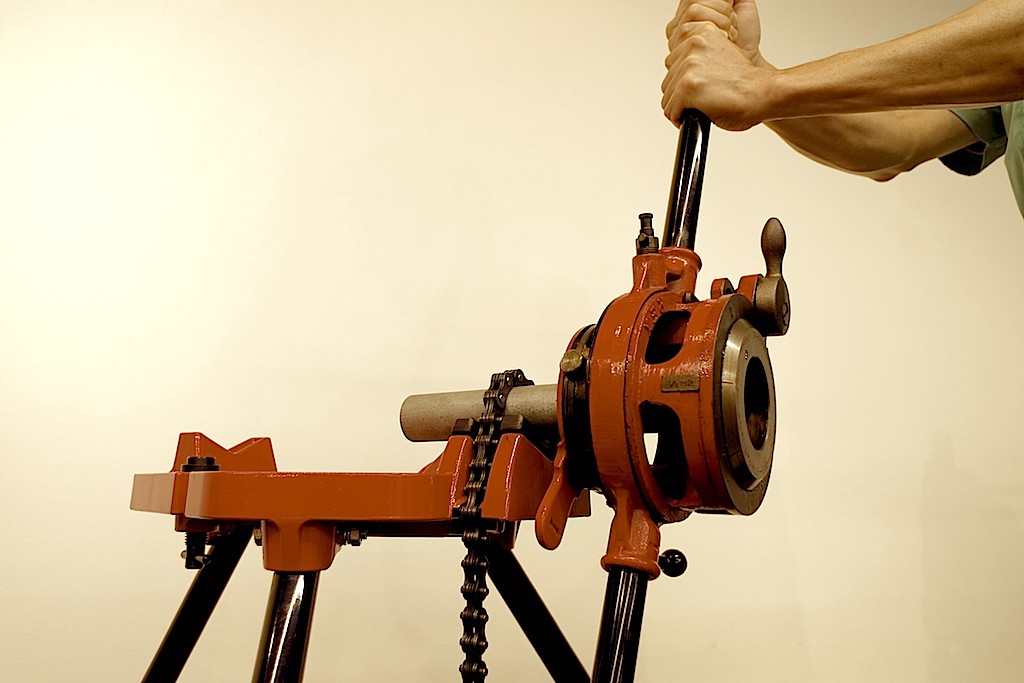 こちらは手動ねじ切り器。ねじ切り作業は、まず片手でパイプの端にねじ切り器を強く押し付け、もう一方の手でハンドルを回し刃(チェーザ)を食いつかせる作業が必要で、この作業がなかなか難しく熟練の技が必要。今でも配管の技能検定でその実技試験があるほど。
こちらは手動ねじ切り器。ねじ切り作業は、まず片手でパイプの端にねじ切り器を強く押し付け、もう一方の手でハンドルを回し刃(チェーザ)を食いつかせる作業が必要で、この作業がなかなか難しく熟練の技が必要。今でも配管の技能検定でその実技試験があるほど。
 ねじ切り革命その1、電動化!
ねじ切り革命その1、電動化!
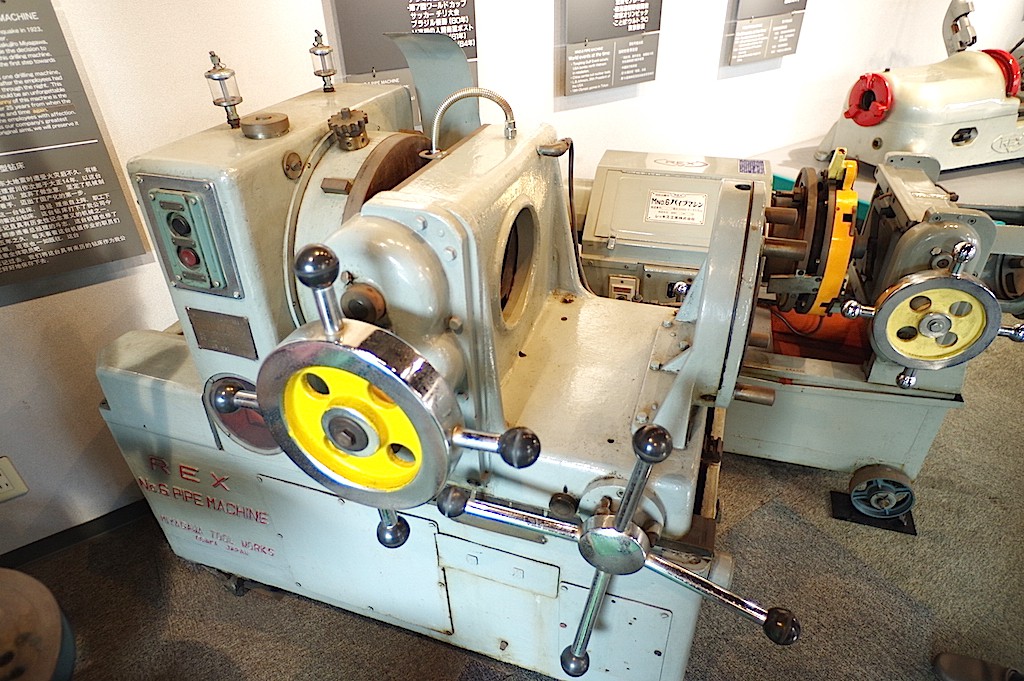
こちらは初代の電動ねじ切り機。大っきい!
1960年(昭和35年)、宮川工具研究所はパイプマシン量産をスタート。この初代電動ねじ切り機は1964年(昭和39年)頃まで生産されていました。
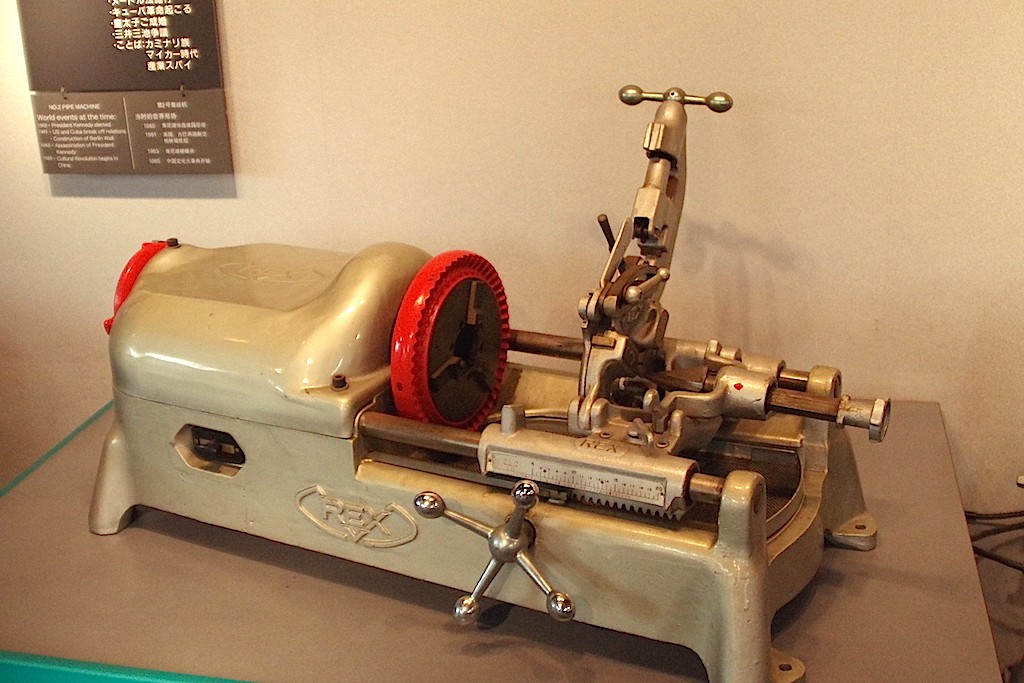 1965(昭和40)年にレッキス工業が設立された同じ頃、にパイプ径に合わせたねじ加工ができるマシンがシリーズ化。
1965(昭和40)年にレッキス工業が設立された同じ頃、にパイプ径に合わせたねじ加工ができるマシンがシリーズ化。
この当時のダイヘッド(ねじを切っていく機構)はまだ手動切上式でサイズごとのねじの深さ調整や、ねじを切り終わるときに、ねじの長さの微妙な調節が必要。ねじの精度を増すために試し切りをしなければならなかったりコツをつかむなど、ねじ切り作業には職人さんの勘がまだ求められていました。
 ねじ切り革命その2、誰でも簡単にねじ切り
ねじ切り革命その2、誰でも簡単にねじ切り
その後、高度経済成長期、日本の建設ラッシュとともに、ねじ切り機の需要も増加。現場の職人さんも比例して増えていくにつれ、技術のバラツキが課題に。
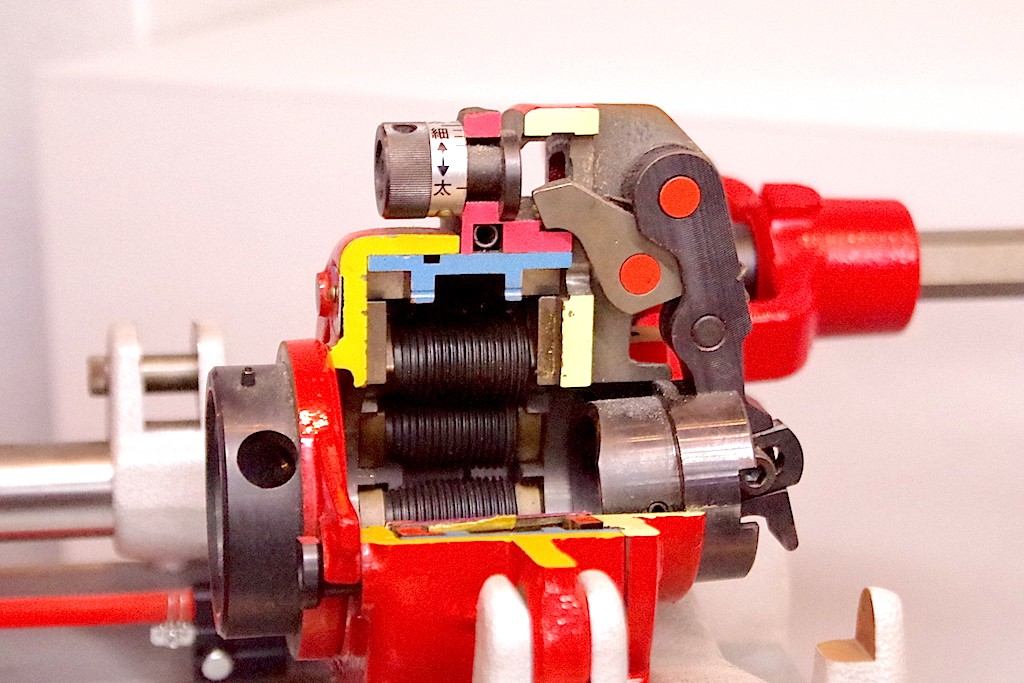
そこで登場したのが「自動切り上げダイヘッド」という発明。
ガス管工事などの安全性が求められる現場ではねじ切りの精度が低いと、ガス漏れなどの重大事故にもつながりますから、誰でも同じレベルでねじ切りできる機械が必要。
この自動切り上げ方式は、ねじが規定の長さになると、レバーが自動的に持ち上がりチェーザが開放され一定の長さのねじが加工されるというもので、職人さんの経験や技とコツに頼ることなく、簡単にねじ切りができるようになりました。
 ねじ切り革命その3、こんなに小さくなりました!
ねじ切り革命その3、こんなに小さくなりました!
さらに工事現場で作業しやすいように小型化などの改良が進み、1989年に開発された片手で持ち運び可能な世界最小のねじ切り機、通称「しぶろく君」(N20AIII)。バブルの時期とも重なって大ヒット商品になりました。
 ねじ切り革命その4、強いぞ!転造ねじ
ねじ切り革命その4、強いぞ!転造ねじ
ねじ加工には転造ねじという材料を削らずに、強い力を加えて加工する方法(塑性加工)も生まれました。この方法だと、材料の組織が移動するだけで切り出されないため、転造ねじは切削ねじに比べて強度を保つことができます。切くずが出ず、加工能率も高いねじ。
転造ねじは、転造ローラーという回転する複数の機構によって加工されます。
 こちらが従来の切削ねじ
こちらが従来の切削ねじ
 こちらのねじの断面の厚さに注目!これが転造ねじ。
こちらのねじの断面の厚さに注目!これが転造ねじ。
パイプの厚さが薄くなっていません。もともとのパイプの性質が残り強度が保たれるため、新幹線や鉄道車両の配管にも使われています。
 これが最新型!
これが最新型!
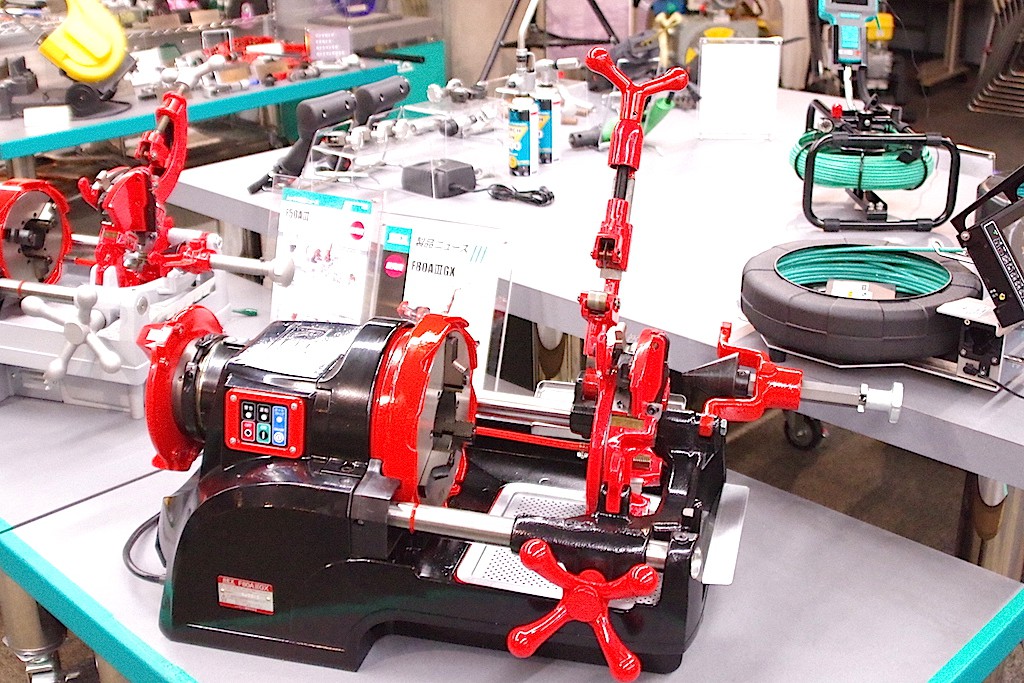
最新型のねじ切り機。現在ではパネルで操作できるようになっていて、オートストップ機能が付いています。
ねじ切り機を勉強した後は、工場見学!
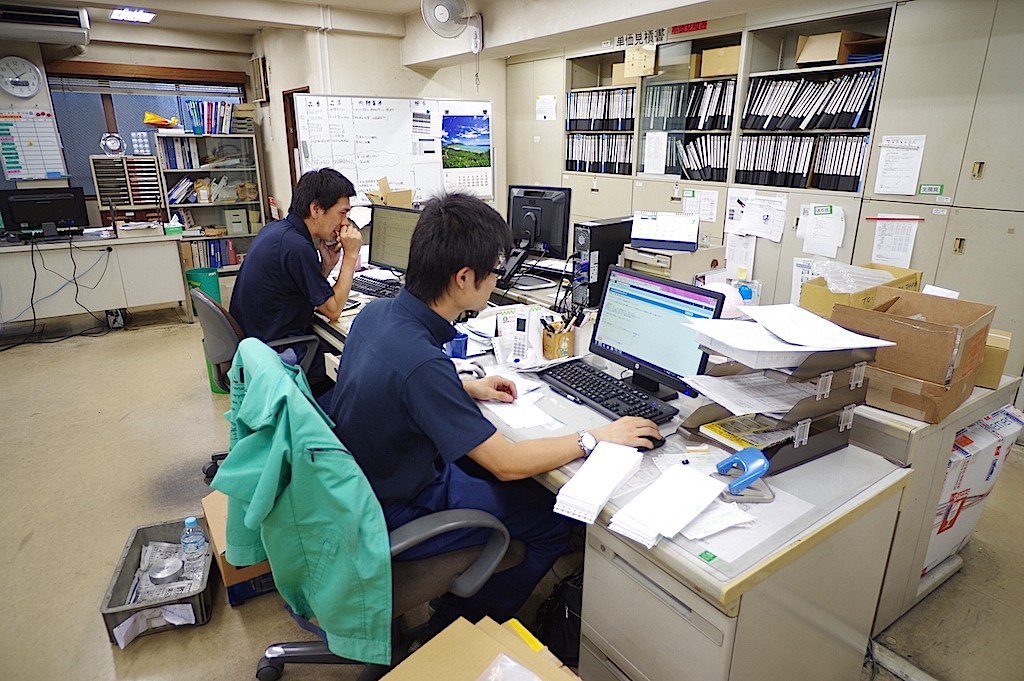
 ここがレッキス工業の頭脳!開発部。
ここがレッキス工業の頭脳!開発部。
開発中の製品の検証テストでこの日は静か。デスクワークばかりではないのですね。
いままで開発された製品の数は直近10年で900点以上!!
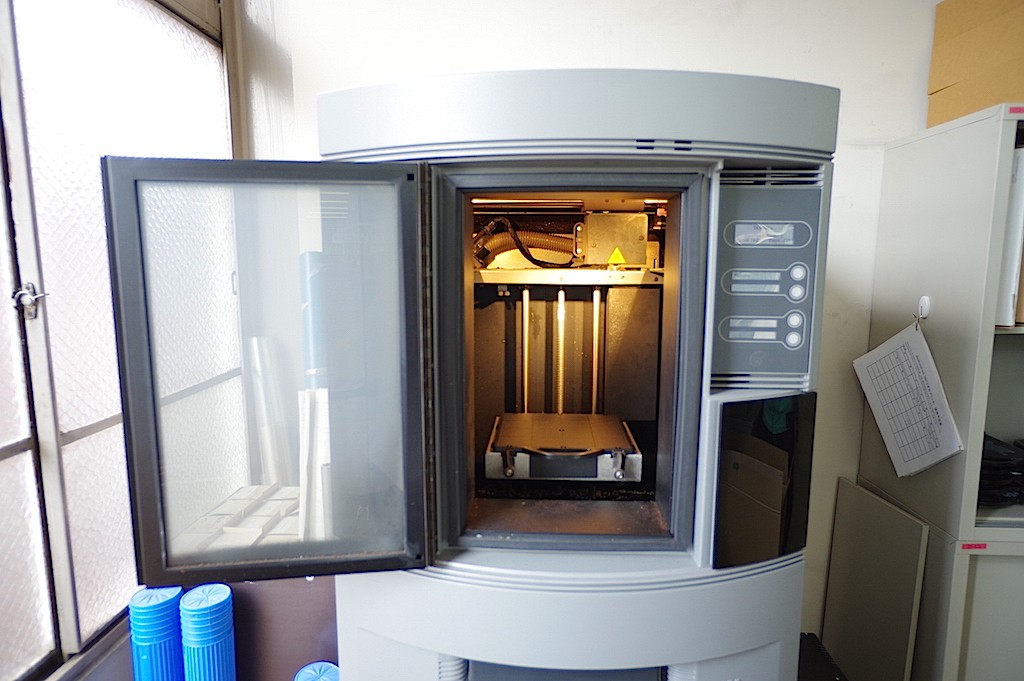 今でこそ一般的になった3Dプリンタも2008年に導入。モノづくりにおいては新しいものを積極的に取り入れるスタイル。
今でこそ一般的になった3Dプリンタも2008年に導入。モノづくりにおいては新しいものを積極的に取り入れるスタイル。
それまではCADなどで図面を引いた後、実際に削り出して試作しなければならなかったのが、この3Dプリンタの導入によって、製品のイメージを確かめることができるようになりました。
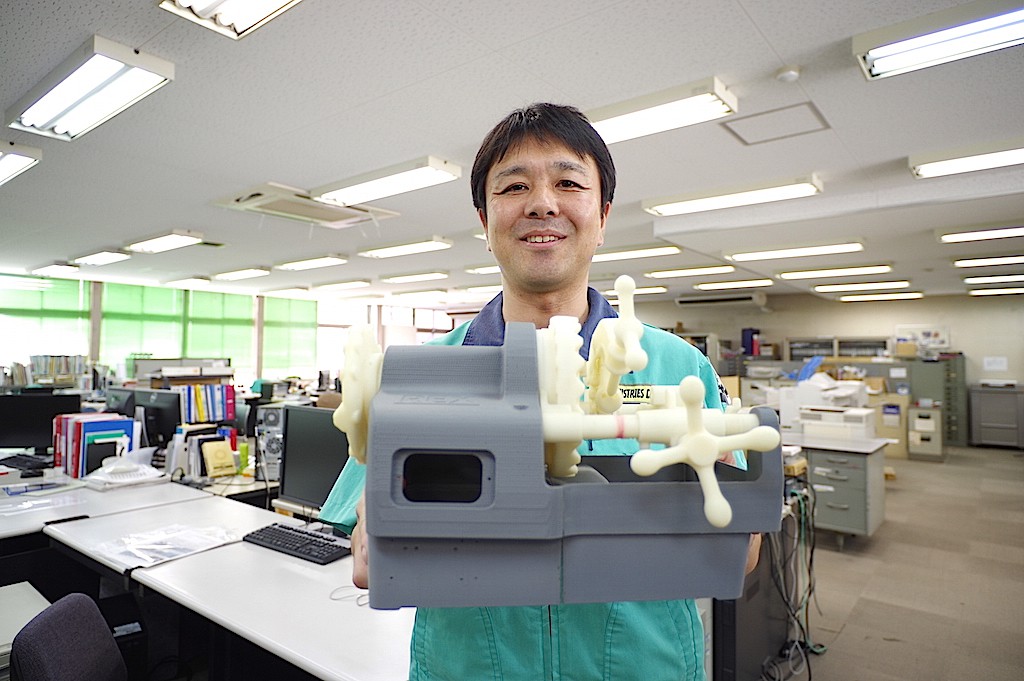 できた!これで製造や営業など他の部門とイメージを共有しやすくなりました。
できた!これで製造や営業など他の部門とイメージを共有しやすくなりました。
 資材部では、製品の生産に必要な部品を注文したり部品の受け入れの時に検品を実施する他、生産計画も策定します。
資材部では、製品の生産に必要な部品を注文したり部品の受け入れの時に検品を実施する他、生産計画も策定します。
 協力会社から到着した資材の数量や寸法をチェックした後、外観の検査をします。製品に使われる部品は総数1万点以上。刃物やコード、ローラーなど製品の性能に関わるものは特に入念に検査。
協力会社から到着した資材の数量や寸法をチェックした後、外観の検査をします。製品に使われる部品は総数1万点以上。刃物やコード、ローラーなど製品の性能に関わるものは特に入念に検査。
続いて品質保証部へ
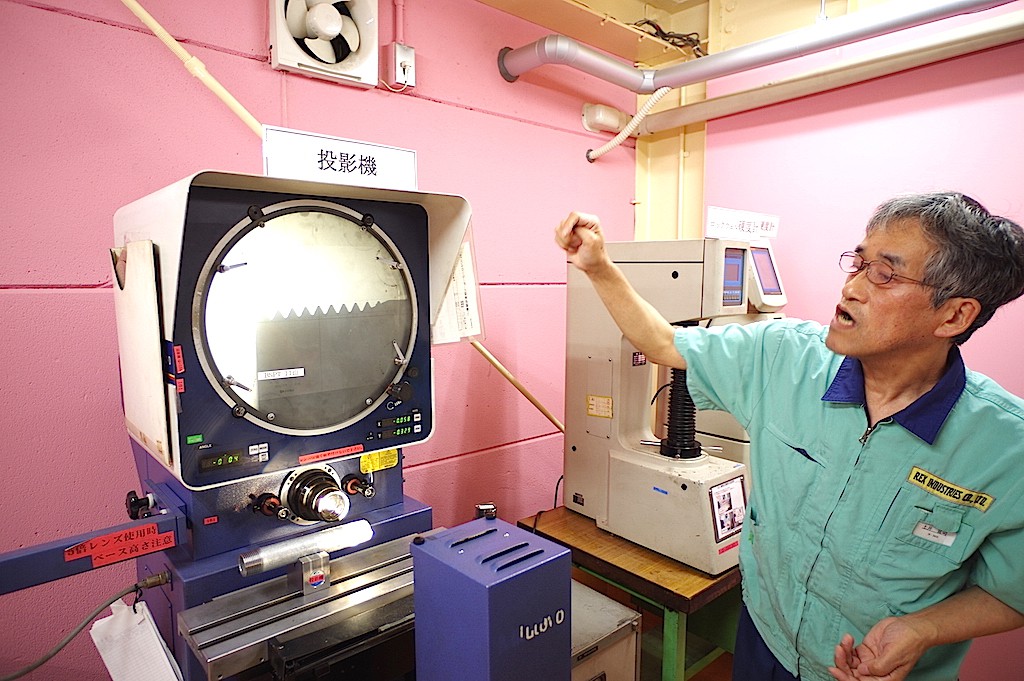 検査室の中です。ピンク色の壁は品質保証部のみんなで決めました。
検査室の中です。ピンク色の壁は品質保証部のみんなで決めました。
この投影機は、出来上がった製品で実際にねじ切りしてみたサンプルを投影・拡大してねじの山の大きさやピッチをチェック。
 ここにねじ切りしたサンプルを置きます。日本の場合、ねじの規格はJISで決まっています。
ここにねじ切りしたサンプルを置きます。日本の場合、ねじの規格はJISで決まっています。
 ねじを写して
ねじを写して
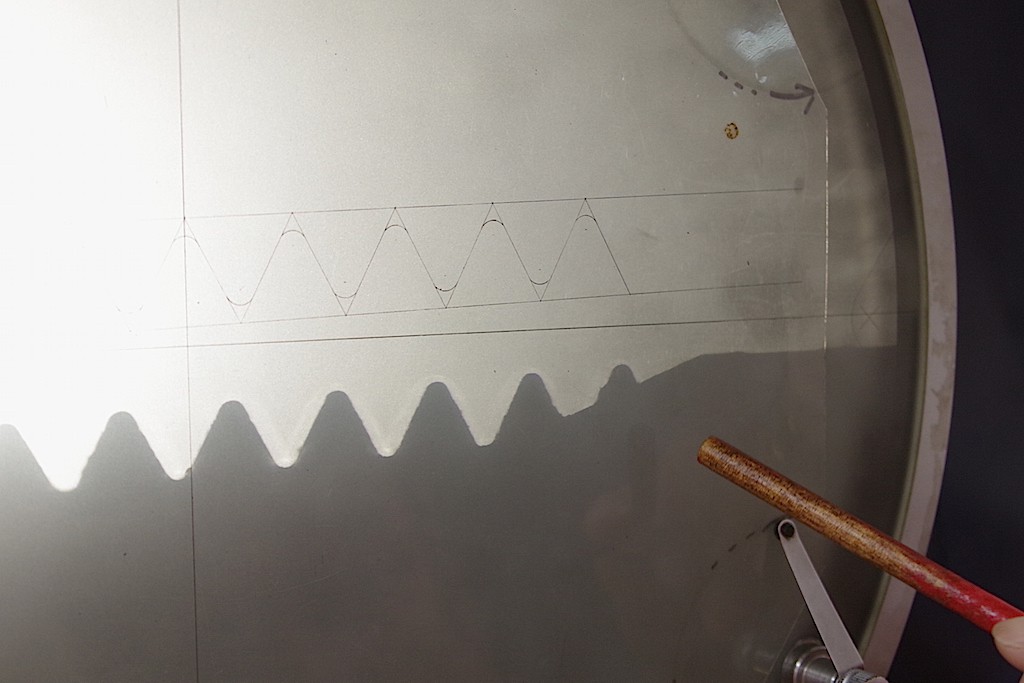 ねじ山やピッチをチェック。
ねじ山やピッチをチェック。
 硬度を計る機械。過重の大きさによって機械を使い分けます。
硬度を計る機械。過重の大きさによって機械を使い分けます。
 部品の成分をチェックします。
部品の成分をチェックします。
ヨーロッパの環境規格であるRohs指令に合致した成分以外の有害物質が含まれていないか、をこの検知器(レントゲンのようなもの)で分析。
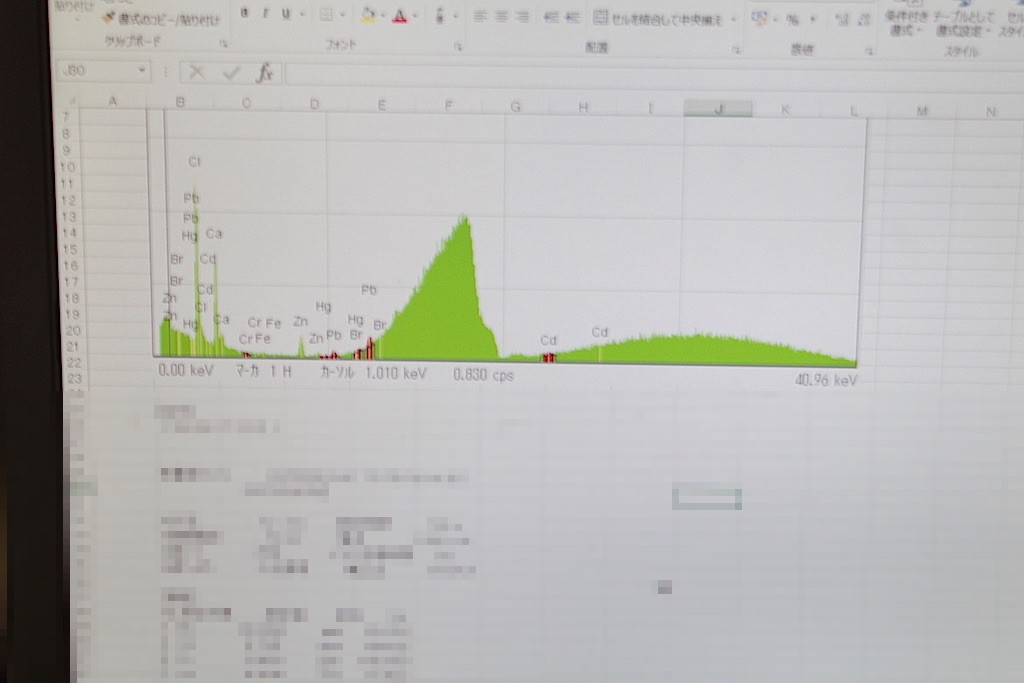 新製品を作るときには全ての部品でチェックが行われます。環境にもまじめな会社です。
新製品を作るときには全ての部品でチェックが行われます。環境にもまじめな会社です。
 金属検知器では、部品に使われている成分が適切かをチェック。
金属検知器では、部品に使われている成分が適切かをチェック。
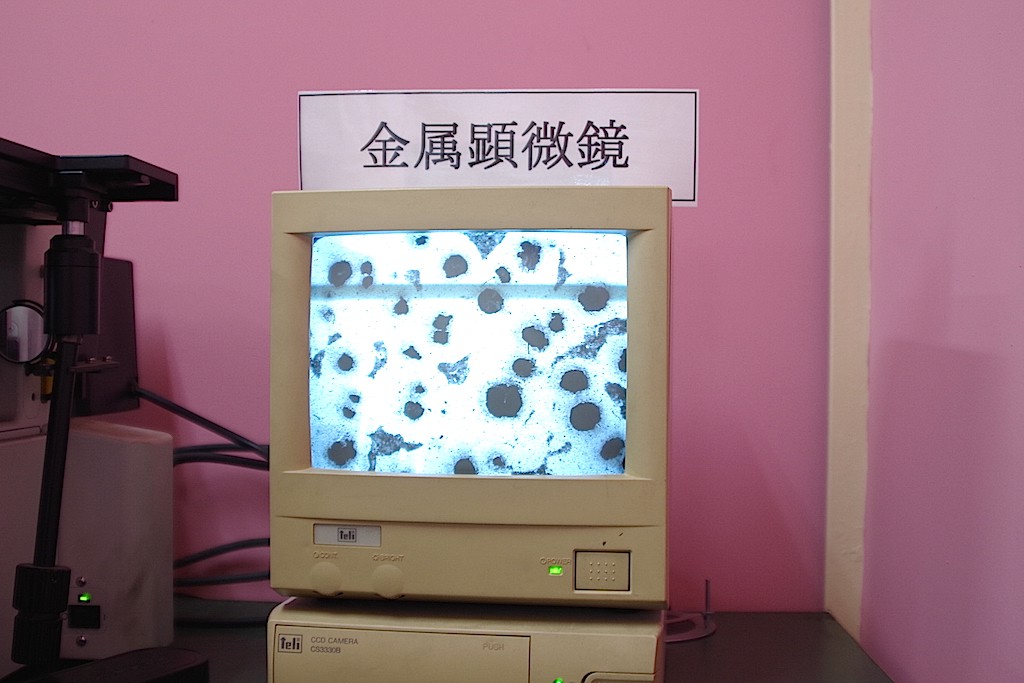 焼き入れ後の硬さや組織を見るために、拡大して確認することができます。最大400倍まで拡大。
焼き入れ後の硬さや組織を見るために、拡大して確認することができます。最大400倍まで拡大。
 サイズを3次元で測定するマシン。
サイズを3次元で測定するマシン。
まずはサンプルを測定し、形状をティーチング(記憶)させます。その後は置くだけで、そのサンプルとあってるかが計られます。数が多い部品は、量産される中でずれてしまうこともあるので、その確認のため等に使われます。
 私たちがチェックしています(品質保証部)
私たちがチェックしています(品質保証部)
 受け入れ検査後の小さめの部品を保管する倉庫。5,000種類以上の部品が保管されているので、在庫管理は自動化。必要な部品が入ったコンテナをマシンが取り出してくれます。
受け入れ検査後の小さめの部品を保管する倉庫。5,000種類以上の部品が保管されているので、在庫管理は自動化。必要な部品が入ったコンテナをマシンが取り出してくれます。
この他に大きな部品など木のパレットやパレティーナ(鉄カゴ)に入れて管理している自動倉庫も2つあります。

 いよいよ、製造・組み立ての現場へ。
いよいよ、製造・組み立ての現場へ。
 受け入れられた部品は、組み立てられる前にマシニングという工程で、表面を削る、穴を開ける、溝をつけるなどの加工が施されます。こちらは、ダイヘッド(ねじ切り機の中で、回転するパイプにねじを切っていくパーツ)などの小さい部品を加工するマシニングセンター。
受け入れられた部品は、組み立てられる前にマシニングという工程で、表面を削る、穴を開ける、溝をつけるなどの加工が施されます。こちらは、ダイヘッド(ねじ切り機の中で、回転するパイプにねじを切っていくパーツ)などの小さい部品を加工するマシニングセンター。

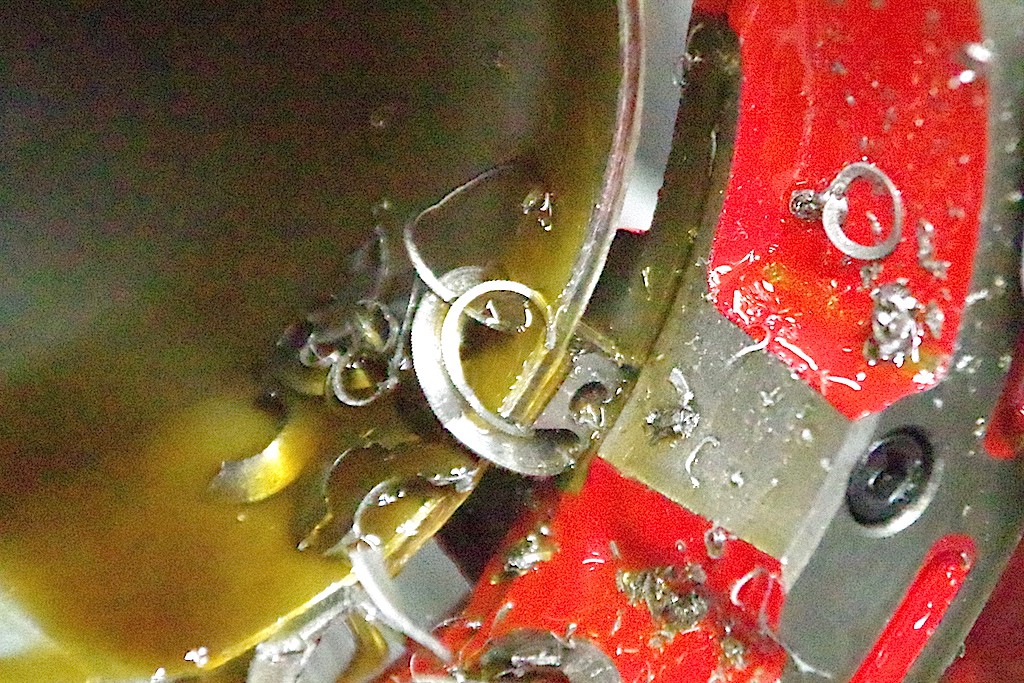
 同じようにパネルで操作し、切削していきます。
同じようにパネルで操作し、切削していきます。
摩擦抑制と冷却するための切削油が注がれています。
 マシニングされたパーツのビフォーアフター!
マシニングされたパーツのビフォーアフター!
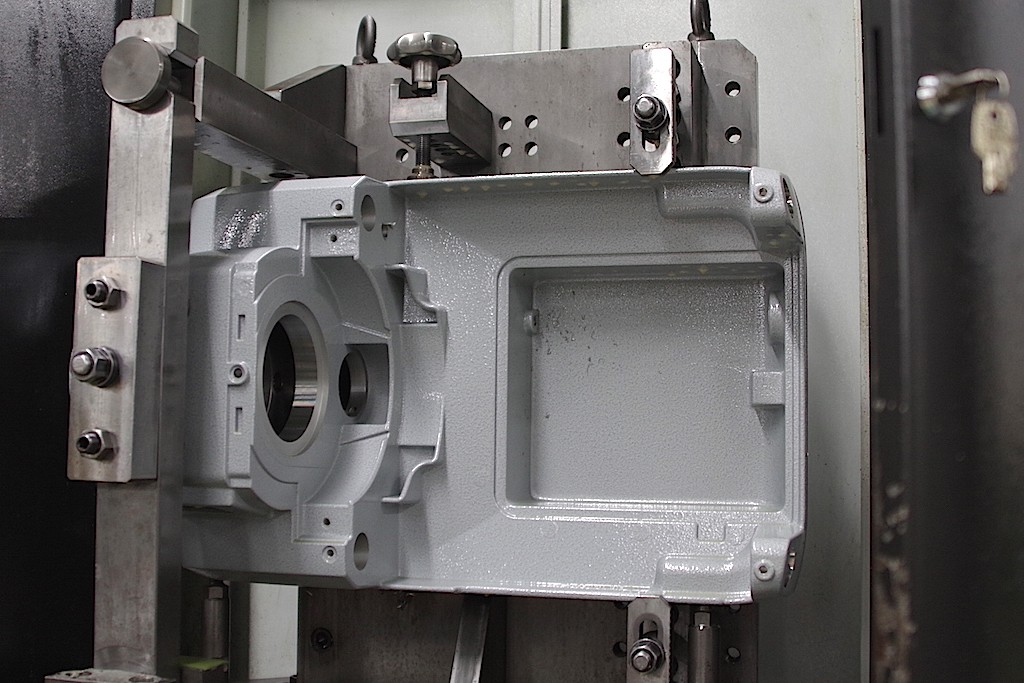
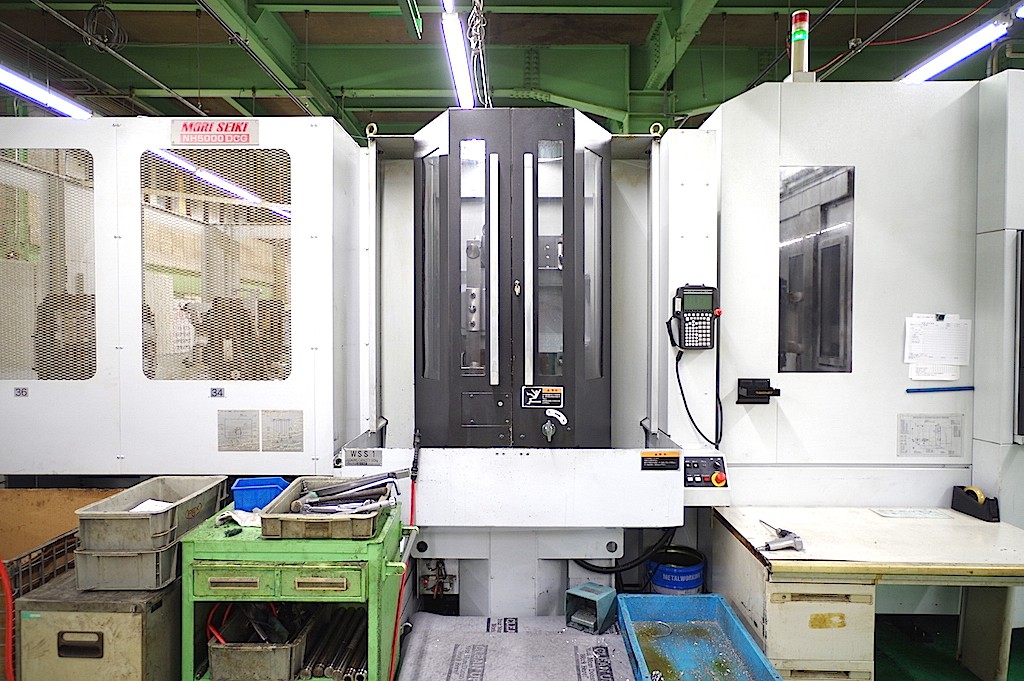 こちらは大っきな主軸台などのパーツを加工する大きい方のマシニングセンター。
こちらは大っきな主軸台などのパーツを加工する大きい方のマシニングセンター。
刃物を回転させながら素材に直接当てて、削り取っていきます。
 機械の中には、たくさんの種類の刃があります。
機械の中には、たくさんの種類の刃があります。
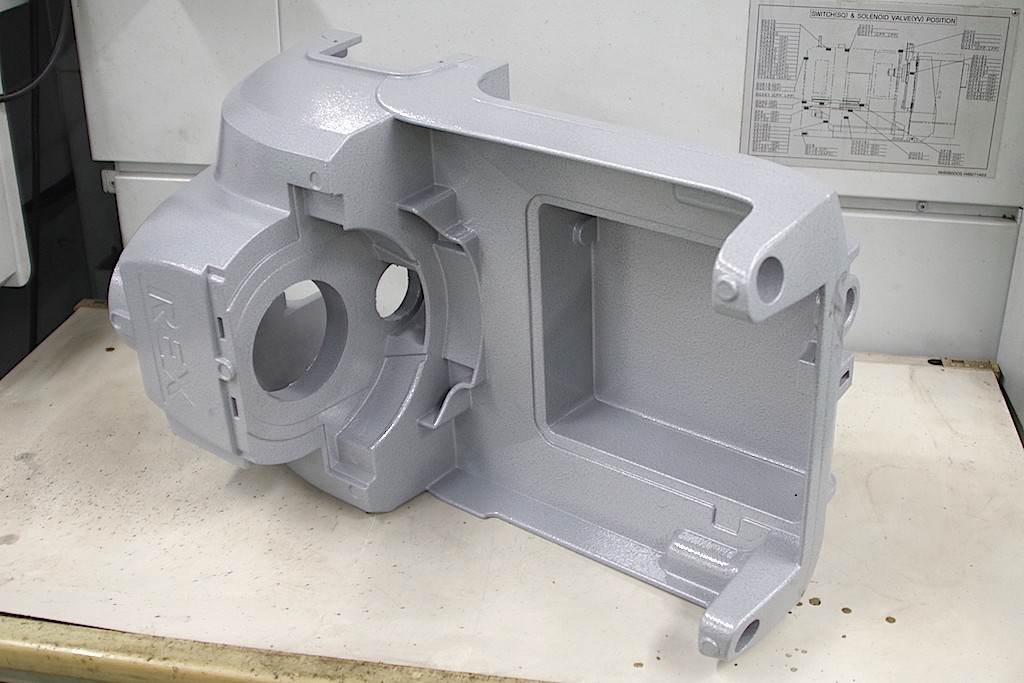 加工前の主軸台です。
加工前の主軸台です。
 これをマシニングセンターにセットして、
これをマシニングセンターにセットして、
 あらかじめ登録しておいたプログラムをパネルで操作。
あらかじめ登録しておいたプログラムをパネルで操作。
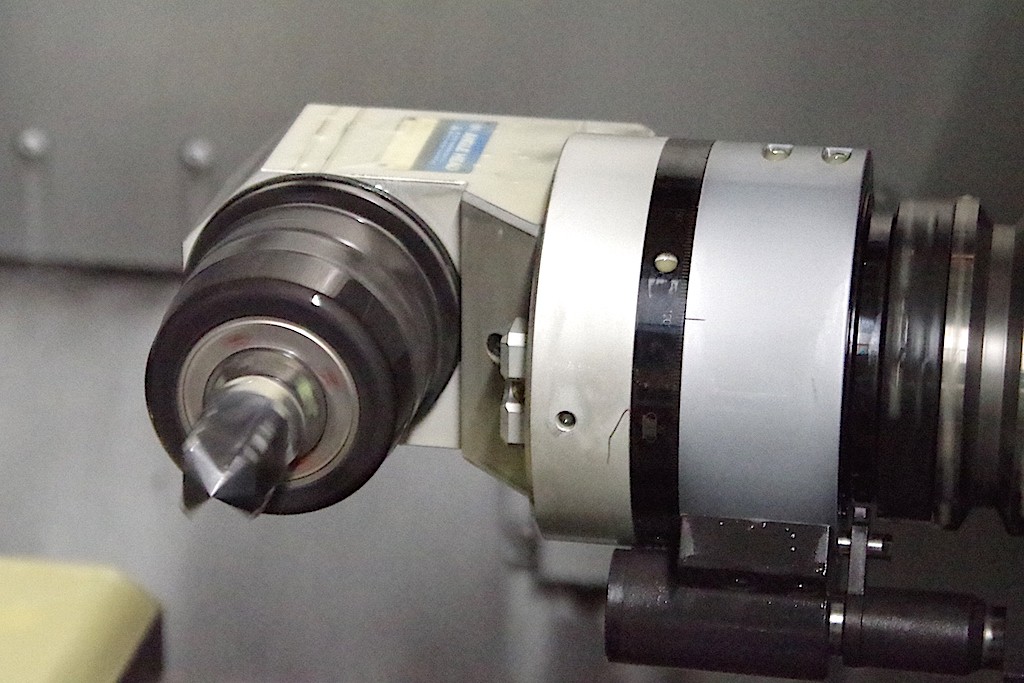 刃が出てきてギュイーンと回転して加工します。
刃が出てきてギュイーンと回転して加工します。
1,000分の1ミリ単位での加工が可能で、作業にかかる時間はこの部品だとだいたい30~40分。
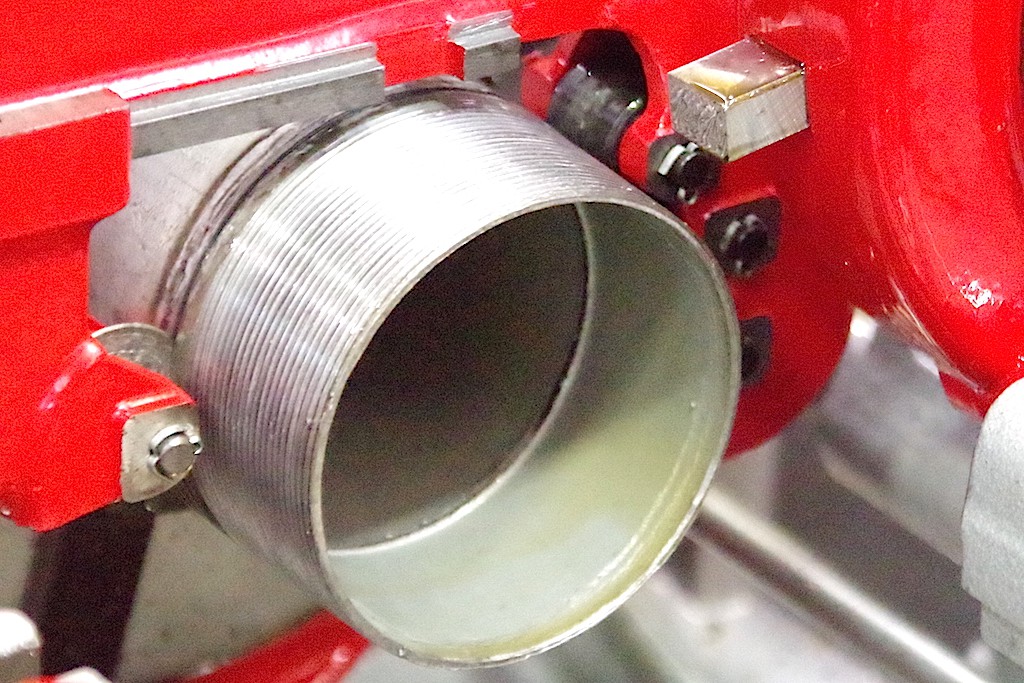
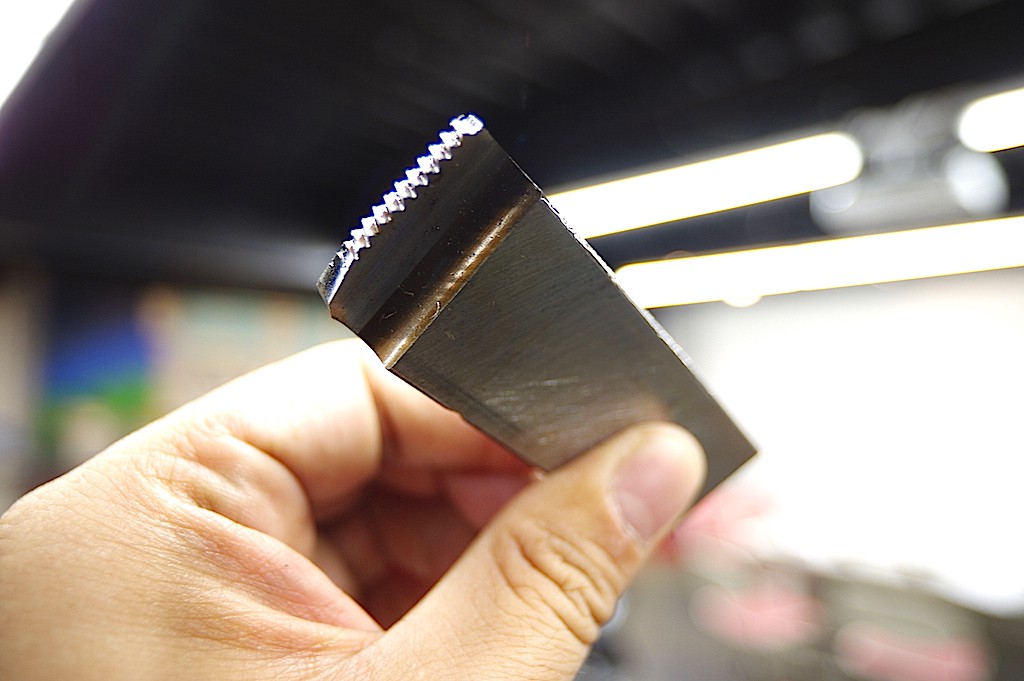 ねじ切り機の刃の部分「チェーザ」は
ねじ切り機の刃の部分「チェーザ」は
 トットリ工場で製造されています。
トットリ工場で製造されています。
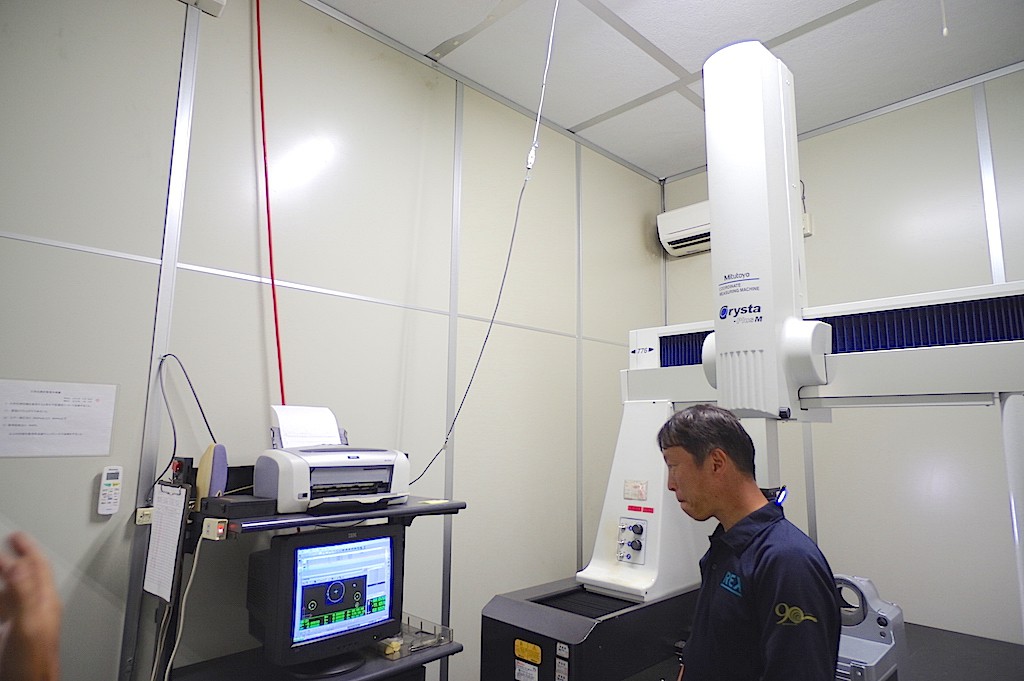 製造現場にも三次元測定器があり、ここでは加工された部品のチェックを行います。
製造現場にも三次元測定器があり、ここでは加工された部品のチェックを行います。
この検査室は室温20度をキープ。金属は暑くなると膨張し、温度が低いと縮む特性があるので、検査のときには基準の温度に保っておく必要があるからです。

 製造現場での三次元測定は、1日3回程度行われます。マシニングはあらかじめプログラムされているので正確なのですが、機械を設定し直したり、加工する製品が変わった時には必ず測定。何かの拍子にずれていないか?をチェックするためです。
製造現場での三次元測定は、1日3回程度行われます。マシニングはあらかじめプログラムされているので正確なのですが、機械を設定し直したり、加工する製品が変わった時には必ず測定。何かの拍子にずれていないか?をチェックするためです。
こうやって精度高く加工された部品を組み立てて、ねじ切り機ができあがっていきます。
 組み立て工程へ。
組み立て工程へ。
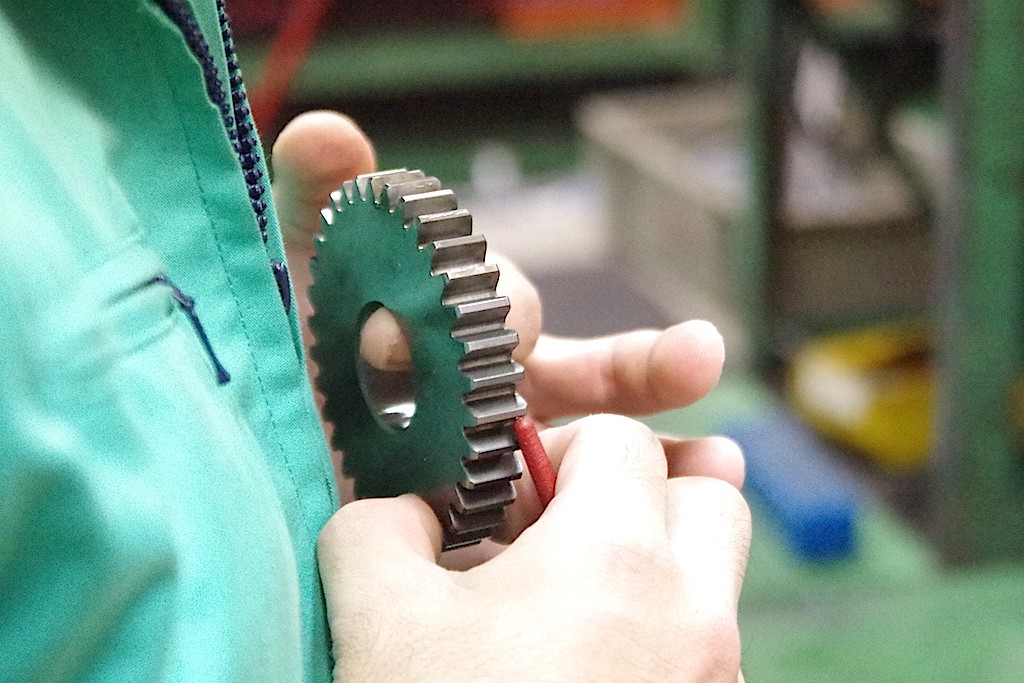 組み立て前に部品のチェック。ギアの場合は、加工の際の打痕が残っていないかを目で見て確認します。製品になる前の最終チェックなので念入りに。
組み立て前に部品のチェック。ギアの場合は、加工の際の打痕が残っていないかを目で見て確認します。製品になる前の最終チェックなので念入りに。
 こちらの組み立てチームは4人。このマシンは誰々というように担当分けはされていなくて、200点以上あるねじ切り機の組み立て方法はチーム全員がマスターしています。作業手順書に基づいて作るとはいえ、部品の数もたくさん。勉強会で組み立て方法をいつも確認・共有しています。
こちらの組み立てチームは4人。このマシンは誰々というように担当分けはされていなくて、200点以上あるねじ切り機の組み立て方法はチーム全員がマスターしています。作業手順書に基づいて作るとはいえ、部品の数もたくさん。勉強会で組み立て方法をいつも確認・共有しています。
 組み上がった後は、実際にパイプをねじ切りして目視とねじゲージでチェック。
組み上がった後は、実際にパイプをねじ切りして目視とねじゲージでチェック。
 問題ナシです。
問題ナシです。
 こうして組み立てられた製品は一旦物流製品倉庫に納められ、お客様からの注文に応じて物流から出荷されます。
こうして組み立てられた製品は一旦物流製品倉庫に納められ、お客様からの注文に応じて物流から出荷されます。

 サポートもしっかり
サポートもしっかり
建設現場で長く使ってもらう製品なのでメンテナンスもたいせつ。基幹システムで出荷した製品を全部管理しています。電子機器の場合、修理に戻ってきた時には目で見ただけでわからないこともあるので、全部バラしてエラー履歴を確認しチェックすることもあります。
 別の組立ラインに目を移すと「バンドソー」というパイプを切るマシンを組み立て中。
別の組立ラインに目を移すと「バンドソー」というパイプを切るマシンを組み立て中。
 メガネの彼は、聴覚障がい者。レッキス工業では障がい者雇用も積極的に推進。きっかけは戦時中の人手不足の時に助けてもらったこと。1937年(昭和12年)に日中戦争が始まった頃、一般工員の多くが軍隊に徴用されてしまい人手不足で工場の稼働が難しい状態になりました。そんな時に大阪市聾唖学校を訪れる機会があった作次郎社長は、耳は聞こえなくても黙々と作業に打ち込む人たちの姿に心を打たれ、この人たちに技術を教えて旋盤工に育ててみようと決意します。当時、まだ先例のない身体障がい者雇用の先駆けとなりました。
メガネの彼は、聴覚障がい者。レッキス工業では障がい者雇用も積極的に推進。きっかけは戦時中の人手不足の時に助けてもらったこと。1937年(昭和12年)に日中戦争が始まった頃、一般工員の多くが軍隊に徴用されてしまい人手不足で工場の稼働が難しい状態になりました。そんな時に大阪市聾唖学校を訪れる機会があった作次郎社長は、耳は聞こえなくても黙々と作業に打ち込む人たちの姿に心を打たれ、この人たちに技術を教えて旋盤工に育ててみようと決意します。当時、まだ先例のない身体障がい者雇用の先駆けとなりました。
実際に一緒に働いてみてわかったことは、障がいのある人は、不自由な分を補う他の感覚が発達していることが多く、特に集中力や注意力に優れていること。現場の班長などの責任者になる人もいます。
聴覚障がい者が多いのですが、知的障がい、肢体不自由の人も、ともに働く仲間。
また職場のリーダーたちには、全員に手話を学んでもらい、意思の疎通に不自由がないようにしています。
 社会と会社をつなげるぞ!三利の向上
社会と会社をつなげるぞ!三利の向上
三利の“三”は、お客さまと社員と社会のこと。モノづくりでお客様へ満足をもたらすことはもちろん、初代作次郎社長の「モノを作る前に、まず人を作る」という考え方のもと、奨学金制度や技能士制度など人材の育成、障がい者雇用の推進や社会との関わりを持つことなど、今でいうCSRなのですが、まだそんな言葉もない当時から、現在の社風につながる礎が築かれていました。

 工場見学や職場体験の受け入れなど支援学校と交流も。
工場見学や職場体験の受け入れなど支援学校と交流も。
 会社の花壇を提供し、近くの支援学校の生徒さんに植えていただいています。お礼に、防災用品を支援学校さんに寄付をしています。
会社の花壇を提供し、近くの支援学校の生徒さんに植えていただいています。お礼に、防災用品を支援学校さんに寄付をしています。
 東大阪市のお祭りにも積極的に参加して、地域では人気者の会社です。
東大阪市のお祭りにも積極的に参加して、地域では人気者の会社です。
 地元の府立高校の生徒の職場体験の受け入れもしています。布施北高校のデュアル総合学科3年の福西恵(けい)さんは、今日は資材部で到着した部品の数を数えて仕分けする検品作業を担当。
地元の府立高校の生徒の職場体験の受け入れもしています。布施北高校のデュアル総合学科3年の福西恵(けい)さんは、今日は資材部で到着した部品の数を数えて仕分けする検品作業を担当。
 福西さんの場合は、学年がはじまる4月から1年間、授業の一つとしてレッキス工業のさまざまな部門を体験します。資材部の今久保さんの指導は今日が2日目ですが、だんだん作業にも慣れてきました。
福西さんの場合は、学年がはじまる4月から1年間、授業の一つとしてレッキス工業のさまざまな部門を体験します。資材部の今久保さんの指導は今日が2日目ですが、だんだん作業にも慣れてきました。
いろんなパイプに挑戦!
レッキス工業は鋼管だけではなく、いろんなパイプの加工技術を持っています。
 水色のパイプは水道配水に使用されるもの。
水色のパイプは水道配水に使用されるもの。
 錆るといけないのと耐久性の面からポリエチレン製のパイプが採用されています。
錆るといけないのと耐久性の面からポリエチレン製のパイプが採用されています。

 ちなみにガス工事の現場では、黄色いパイプが使われています。
ちなみにガス工事の現場では、黄色いパイプが使われています。
 ポリエチレン製のパイプは、継手内面の加熱用電熱線にコントローラーから電気を流して発熱させることで、継手内面と管外面を同時に溶融して接合する「熱融着EF工法」という方法で接合されます。このマシンはポリエチレン管融着コントローラといって、この製品のレッキス工業の国内シェアは80%以上です。
ポリエチレン製のパイプは、継手内面の加熱用電熱線にコントローラーから電気を流して発熱させることで、継手内面と管外面を同時に溶融して接合する「熱融着EF工法」という方法で接合されます。このマシンはポリエチレン管融着コントローラといって、この製品のレッキス工業の国内シェアは80%以上です。
 こちらはGラインスコープという管の中を検査するときに使う内視鏡。
こちらはGラインスコープという管の中を検査するときに使う内視鏡。
 パイプを切ること、継ぐ(つなぐ)ことがこれまでのレッキス工業の事業でしたが、今後は管の中の検査や清掃など、パイプの維持・保全などの分野にもしっかり目を向けています。
パイプを切ること、継ぐ(つなぐ)ことがこれまでのレッキス工業の事業でしたが、今後は管の中の検査や清掃など、パイプの維持・保全などの分野にもしっかり目を向けています。
 工場の街東大阪市には、お客さま、社員、社会としっかりつながっている会社がありました。
工場の街東大阪市には、お客さま、社員、社会としっかりつながっている会社がありました。
【詳細情報】
レッキス工業株式会社 本社工場
電話番号: 0120-475-476(お客様相談窓口)
住所:東大阪市菱屋東1丁目9番3号
URL:https://www.rexind.co.jp/jp/
(text、photo:西村 ※一部の写真はレッキス工業株式会社さん提供)
関連するキーワード